年2回開催される国内蒸溜所・醸造所ツアー。今までサントリー「山崎蒸溜所」、ニッカ「宮城峡蒸溜所」を見学して参りました。
今回第3回目は「鹿児島編」として2019年1月26・27日に開催いたしました。2018年に始動したばかりの小正醸造「嘉之助蒸溜所」、本坊酒造の第二のウイスキー蒸留所である「マルス津貫蒸溜所」、さまざまなスピリッツをリリースしている「佐田宗二商店」を巡るツアーでした。新しい蒸留所の熱意や活気を感じられるツアーでした。
今後も夏ごろに第4回目を開催いたしますので、お楽しみに!
小正醸造「嘉之助蒸溜所」

鹿児島中央駅から40分程度、鹿児島県の薩摩半島西海岸・吹上浜に面した広大な土地にあるコの字型の新しい建物が「嘉之助蒸溜所」です。建物のエントランスを入ると吹き抜けになっていて、そこには受付やショップがあり、ニューポットなどの商品やグラス、シャツなどのノベルティグッズが並んでいます。この建物のレイアウトはスコットランドのバリンダルロッホ蒸溜所などのデザインを参考にしているそうです。
見学ツアーは、まず小正醸造について社長の小正芳嗣さん自らご説明していただきました。小正醸造は今年136年目を迎える焼酎メーカーで、嘉之助蒸溜所から車で3分のところに焼酎工場があります。もともとこの地は代表銘柄である樽熟成米焼酎「メローコヅル」の貯蔵庫用として購入した土地(将来的にはメローコヅル専用の蒸溜所も建設したいとの思いも……神之川構想)で、現在4つの貯蔵庫があります。その一画に2017年に造られ、2018年より始動したのがモルトウイスキー蒸留所である嘉之助蒸溜所です。この名前はメローコヅルを開発した2代目小正嘉之助氏の精神を受け継ぐものとして名づけられました。
社長の小正芳嗣さんは東京農大出身で、2003年に入社され、品質管理や製造にかかわっています。ウイスキー製造については、スコットランドのストラスアーンStrathearn蒸溜所などで研修を受けられたそうです。
製造は5名で行っており、1~6月にウイスキー製造、7月はお休み、8月からは焼酎を造る予定でしたが、現在は通年でウイスキーを製造しています。
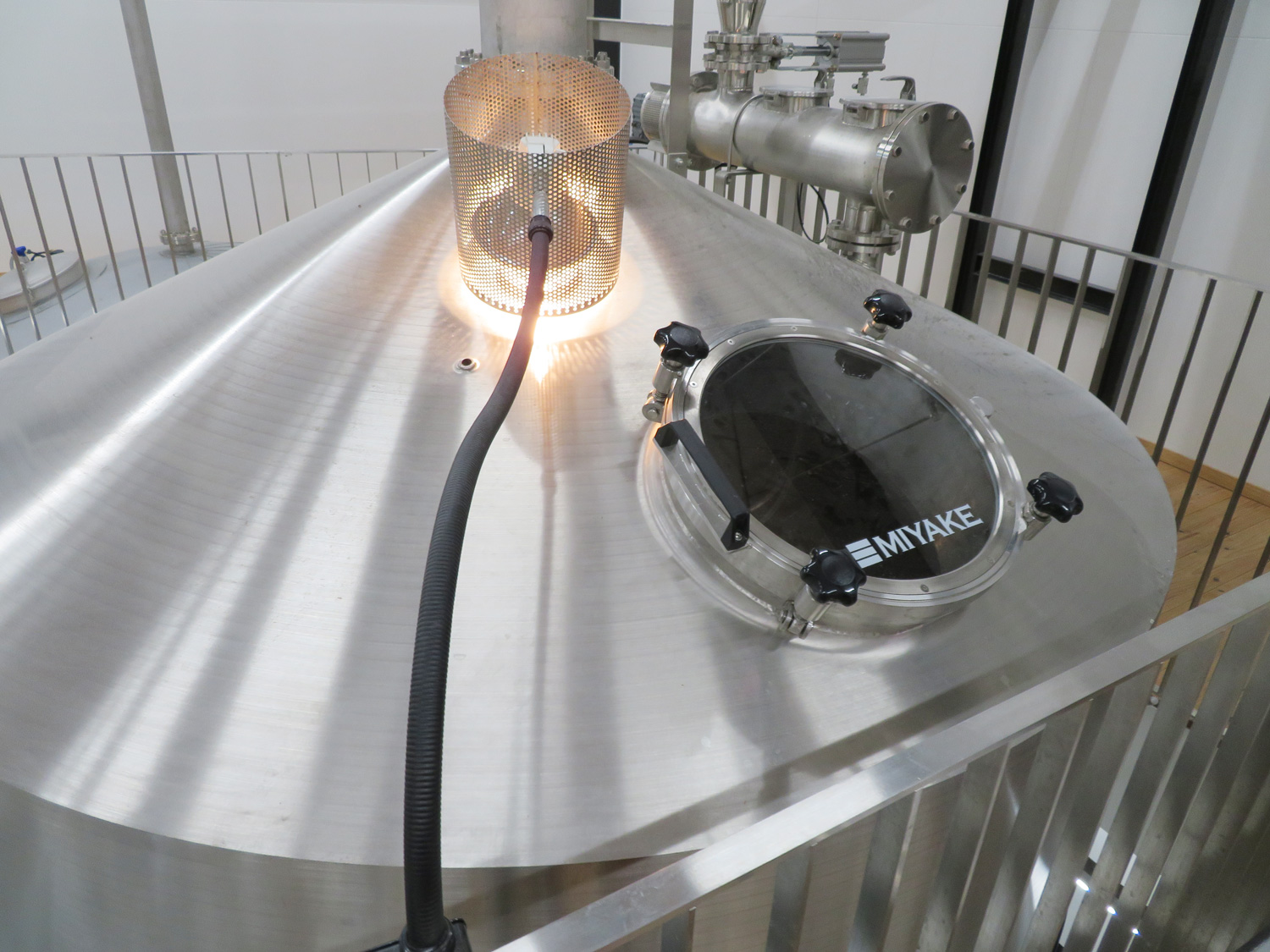
製造室はフローリングで、新しくクリーンな印象です。全ての設備は三宅製作所製です。仕込水としては、焼酎で使用している地下水もありますが、立地が海辺で塩分が含まれるため山から引いています。
糖化槽はステンレス製で容量6000ℓ、タンクのサイドにサイトグラスがついており、これによって液量や槽内の状態が見えるので管理が容易になります。また、引き出している麦汁の状態を見るサイトグラスも付いており、引き出し中の麦汁の状態についても管理しやすくなっています。仕込は1バッチ1トンの麦芽を使用します。現在、麦芽はイングランドのマントン社やシンプソンズモルト社からノンピーテッド麦芽やヘビリーピーテッド麦芽を輸入しており、今後はクリスプ社からも仕入れる予定。麦芽の挽き分けはハスク:グリッツ:フラワー=2:6:2で、スコットランドなどの一般的な割合よりフラワーが多くなっています。一番麦汁は4000ℓのお湯を粉砕麦芽と混合して65℃になるよう調整し、1時間静止した後引き抜きます。二番麦汁以降は80℃・2000ℓのお湯でのスパージングを3回行い、合計四番麦汁まで取ります。次の発酵工程には、一番と二番麦汁を合わせた約5500ℓの麦汁をまわします。
発酵槽はステンレス製で、容量約7000ℓ(6993ℓ・6963ℓ・6965ℓ・6984ℓ・7008ℓ)が5基あります。焼酎でよく見るような蓋が地面にある構造になっています。発酵には蒸留酒酵母をメインに使用していますが、ワイン酵母なども使用しています。発酵時間は72~96時間で、7~8%のもろみを得ます。発酵の際、液温は33~34℃まで上がります。


蒸留器は大中小と大きさの異なる3基があり、一番の特徴はマンホールがガラス製な点です。中の様子がしっかりと目視でき、蒸留の管理が容易になっています。一番大きい蒸留器は、容量6000ℓで初留釜として用いられます。ストレート型・ラインアームは水平で、5500ℓのもろみから23~24%の初留液を得ます。中型の蒸留器は容量3000ℓ、ストレート型・ラインアームは下向きで、再留にも初留にも使用します。一番小さい蒸留器は容量1600ℓ、ランタン型・ラインアームは上向きで、よりすっきりとした酒質の留液が得られる構造になっています。蒸留器は3基ありますが、現在のところ3回蒸留をするわけではなく、3パターンの2回蒸留を行う仕組みになっており、酒質の異なる原酒が得られます。冷却器は全てワームタブ式で、それぞれのワームの長さは40m・40m・20mです。

ファーストシーズンは、230樽を詰めます。内訳はオロロソシェリー樽30樽、アメリカンホワイトオーク製でメローコヅルの熟成に使用しリチャーした樽(容量450ℓ)100樽、バーボン樽100樽です。セカンドシーズンは現在進行中で、京都の有明産業製新樽をメローコヅルに使用しリチャーした樽やバーボンバレル、ペドロヒメネスシェリー樽を予定しています。この建物には4段ラックの熟成庫があり、116樽が保管されています。その他に元々メローコヅルを熟成させていた熟成庫に2000樽ほど保管できます。

現在は200mlのボトルですが、2021年春には3年熟成になるのでフルボトルでのリリースを予定しています。
ウイスキー以外にジンも製造していますが、このベースは米焼酎で、ジュニパーベリー・コリアンダー・桜島こみかんなどのボタニカルを使用しています。
スタッフ一人一人から、新しい蒸溜所への思いや勢いがひしひしと感じられました。
テイスティングは、一面ガラス張りで吹上浜が見下ろせる「THE MELLOW BAR」にて行われました。素晴らしい一枚板のカウンターなど、さながら高級ホテルのバーのような雰囲気です。試飲は以下の7種類をご用意いただきました。


①ニューポットSS1(再溜釜中サイズ)
②ニューポットSS2(再溜釜小サイズ)
③メローコヅル・エクセレンス 米焼酎、タンクと樽にて6~7年熟成
④New Born White Oak 8ヶ月 58% SS1原酒 メローコヅル・リチャー樽 ノンピート麦芽
⑤New Born Oloroso Sherry Cask 11ヶ月 56% SS1原酒 ノンピート麦芽
⑥New Born Bourbon Cask 6ヶ月 SS1原酒 ノンピート麦芽
⑦New Born White Oak 5ヶ月 58% SS1原酒 メローコヅル・リチャー樽 50ppmピーテッド麦芽
本坊酒造「マルス津貫蒸溜所」
ツアー2日目、宿泊地である南さつま市加世田からバスで20分ほど、「マルス津貫蒸溜所」のシンボルタワーである高さ26mの旧蒸留塔が見えてきます。
 まず旧蒸留塔にて、本坊酒造の歴史などについて所長の土屋氏からご説明がありました。この津貫は本坊酒造の発祥の地で、焼酎を造り始めて100年以上が経っています。元々本坊郷右衛門氏とその息子である松左衛門により創業し、農業・綿加工・菜種油を生業としていました。酒造業としては、1909年(明治42年)に芋焼酎製造を開始し、さらに1918年(大正7年)甲類焼酎の製造免許を取得しました。この甲類焼酎のリリースによって、本坊酒造はより発展していくこととなります。昭和20年空襲にて津貫工場は全焼しましたが、その後高さ26m、7階建ての旧蒸留塔が建設され、ドイツ製のスーパーアロスパス式連続式蒸留機が導入されました。ここでは96%のアルコールを製造し、さまざまな製品に利用されたそうです。現在製造は行っておらず、建物自身の取り壊しも検討されましたが、津貫でウイスキー造りを再開するに当たり、シンボルタワーとして保存されることになりました。内部には歴史を感じる装置がそのまま残されており、産業遺産として貴重だと思いました。
まず旧蒸留塔にて、本坊酒造の歴史などについて所長の土屋氏からご説明がありました。この津貫は本坊酒造の発祥の地で、焼酎を造り始めて100年以上が経っています。元々本坊郷右衛門氏とその息子である松左衛門により創業し、農業・綿加工・菜種油を生業としていました。酒造業としては、1909年(明治42年)に芋焼酎製造を開始し、さらに1918年(大正7年)甲類焼酎の製造免許を取得しました。この甲類焼酎のリリースによって、本坊酒造はより発展していくこととなります。昭和20年空襲にて津貫工場は全焼しましたが、その後高さ26m、7階建ての旧蒸留塔が建設され、ドイツ製のスーパーアロスパス式連続式蒸留機が導入されました。ここでは96%のアルコールを製造し、さまざまな製品に利用されたそうです。現在製造は行っておらず、建物自身の取り壊しも検討されましたが、津貫でウイスキー造りを再開するに当たり、シンボルタワーとして保存されることになりました。内部には歴史を感じる装置がそのまま残されており、産業遺産として貴重だと思いました。
モルトウイスキーの製造については、製造担当の草野氏によりご説明いただきました。モルトウイスキー蒸溜所としては2016年に新設され、こちらも嘉之助蒸溜所同様、全ての設備は三宅製作所製です。
麦芽は、信州と同じ4種類のピートレベル、ノンピーテッド、ライトリーピーテッド(フェノール値3.5ppm)、ミディアムピーテッド(同20ppm)、スーパーヘビリーピーテッド(同50ppm)が使用されています。2017~18年は180トンの麦芽を使用し、その内訳はノンピーテッド40トン程度、ライトリーピーテッド80トン、その他となっています。2018~19年は230トンを予定しており、その内訳はノンピーテッドから順に90トン・70トン・30トン・40トンです。品種はオデッセイ種やコンチェルト種など複数を使用し、クリスプモルティング社などから仕入れています。仕込み1バッチは麦芽1トンです。
糖化槽はステンレス製容量5000ℓ、サイドにサイトグラスがついています。72℃の湯と粉砕麦芽を混ぜ合わせ、槽内で65℃になるよう調整します。この温度が61~62℃と低い場合は小さい糖が多く生成することになりますが、65℃では多糖類も多く残り乳酸発酵が進むことになります。これにより5500ℓの麦汁を得ます。

発酵槽もステンレス製で5基あり、容量は約7900ℓ(7893ℓ・7930ℓ・7918ℓ・7904ℓ・7917ℓ)です。発酵時間は90時間程度で、信州と同じ酵母(ディスティラリー酵母・焼酎用酵母・信州マルス培養酵母など)を使用しています。得られるモロミはアルコール度数7%前後です。

蒸留器は2基あり、嘉之助蒸溜所同様、マンホールはガラス製です。初留釜は容量5800ℓ・オニオン型・ラインアームは下向き・スチーム加熱、再留釜は容量3300ℓ・ストレート型・ラインアームは下向き・スチーム加熱。冷却器はワームタブ式です。蒸留は7時間かけ、カットは官能で行っていて、冬場はカット広めに、夏場は狭くしています。2回の蒸留でアルコール70%程度の本溜液を得ます。今回は特別に留液を経時的に取り出していただき、香りを取ることでその留液の変化を感じることができました。ご用意いただいたサンプルでは再留開始して4分くらいから123分までを本留分とし、アルコールは69.7%でした。

熟成については、60%程度まで加水してから樽に詰めます。熟成庫は4棟あり、トータルで3500樽貯蔵できます。うち2棟は石蔵・ダンネージ式でそれぞれ400樽貯蔵でき、もう2棟は5段のラック式です。樽は、バーボンバレル、シェリーバットのほか、有明産業製新樽やミズナラ、サクラも使用しています。エンジェルズシェアは信州が年3%程度なのに対して、津貫は6%、エイシングセラーのある屋久島は8~10%。これらを異なる環境で熟成させることで、さまざまなタイプの原酒が得られます。


モルトウイスキー以外にも、ハイブリット型スピリッツ蒸留機400ℓや元々ウイスキー蒸留器として使われていた小型の蒸留器500ℓを使って、ジンなどのスピリッツも製造しています。
蒸留施設見学の後は、隣接する本坊家旧邸「寶常(ほうじょう)」にてテイスティングとショッピング。この建物は二代目社長・本坊常吉氏の邸宅で、1933年に建てられた木造平屋建て、ウッドデッキもあり伝統的でありながらもモダンな印象です。この落ち着いた雰囲気の中で、ここでしか買えないボトルも試飲できました。特に、樽熟成ジンは興味深い味わいでした。

佐多宗二商店「赤屋根製造所」
津貫から枕崎を経由してバスで1時間弱、芋焼酎や梅酒のほか様々なジャパニーズ・スピリッツをリリースしている佐多宗二商店に。製造本部チームリーダーの東さんにご説明いただきました。
まずは芋焼酎の製造について。芋焼酎は、8月から霜が下りる12月までの期間に製造されます。そのため、見学時に仕込みは行われていませんでした。通常のタンク発酵のほか、甕壺を用いた発酵も行っているのはロマンと文化継承のためで、ここでは芋焼酎「晴耕雨読」を仕込んでいます。甕は800ℓ程度で、期間も9~10月のみです。

焼酎の基本的な製法の流れは、まず麹造りから。米もしくは麦を蒸し、麹菌を撒いて、2日程度かけて繁殖(はぜ・破精)させます。そしてできた麹と水、酵母をあわせて1週間程度発酵させ、1次モロミ「酒母」を造ります。さらにこの酒母に、洗ってカット・蒸してつぶしたさつま芋を加えて1週間程度発酵させると2次モロミの出来上がり。この後、蒸留をして焼酎になります。
ここで麹菌についてですが、現在は黒麹や白麹が使われています。元々は黄麹が使われていましたが、クエン酸が生成しないため暖かい地方では発酵がうまく進みませんでした。沖縄で泡盛に使用されていた黒麹はクエン酸が生成し、発酵がうまく進むため鹿児島でも使用されましたが、蔵が黒く汚れ人体への刺激も強いため、その後白麹が普及しました。
その後製麹室、発酵用タンクに続いて、蒸留器を見学させていただきました。蒸留器は5基、旧式のNo.1・2と新式のNo.3・4・5があります。旧式は小さめで酒質は重めに、新式はよりクリアな酒質になります。冷却はワームタブ式ですが、新式ではラインアームでも冷却が行われます。モロミの粘性が高いので、釜の内部に直接水蒸気を吹き込む加熱方法が用いられています。また、通常の常圧での蒸留のほかに、No.5では減圧蒸留も行うことができます。減圧蒸留ではアルコールの沸点が下がり、加熱が弱くても蒸留ができるため、よりスムースな酒質になります。


その後「赤屋根製造所」に移り、さまざまな蒸留器を見学しました。もともと梅酒に用いた梅からスピリッツを造りたいと2004年から着手し、13年熟成を経て製品化されました。
まずは、イタリア製の2つのスチームジャッケット加熱式蒸留器と8段の精留塔が組み合わされた蒸留機の2台(No.6・7)。釜が2台あることから、別々の原料やボタニカルを『ミストでブレンドできる』システムとなっています。

No.8蒸留機は、ドイツ・ホルスタイン社製ハイブリットスチル。150ℓのもろみから30リットル程度の留液しか得られない、こちらでは最小の蒸留器で、スチームジャケットのついた釜と4段の精留塔の組み合わせです。フランス・アルザスの著名な蒸留酒メーカーであるジャン・ポール・メッテより蒸留屋としての影響を受け、コラボしたAKAYANE Gin Heartシリーズは、四季それぞれのボタニカルを選んで造られた興味深いジンです。

No.9蒸留器は、フランス・コニャックなどで使われるシャラント型蒸留器。バラバラで輸入し、こちらで組み立てたものです。あわせて、コニャックで使われるリムーザンオークの樽も最高の製樽業者であるアラリーAllary社から新樽を取り寄せています。また、レミーマルタンで使われていた樽も輸入し、熟成に使用しています。


最後のテイスティングは、いろいろなタイプの焼酎はもちろんのこと、プラム・スピリッツをはじめウォッカ、ジン、アブサン、さまざまなボタニカルを使用したスピリッツなど40種類程度の蒸留酒を堪能させていただきました。日本のスピリッツの可能性を感じられるテイスティングでした。
{kind=link}